રિબન મિક્સરના પરિમાણીય પરિમાણો સાધનોની પસંદગી અને પ્રક્રિયા લેઆઉટ માટે મૂળભૂત ઇનપુટ માપદંડ તરીકે સેવા આપે છે. એન્જિનિયરિંગ પ્રેક્ટિસમાં, "પરિમાણો" શબ્દ ત્રણ એકબીજા સાથે જોડાયેલા છતાં અલગ પાસાઓનો સમાવેશ કરે છે: વોલ્યુમેટ્રિક ક્ષમતા (જે બેચ પ્રોસેસિંગ ક્ષમતા નક્કી કરે છે), બાહ્ય ભૌમિતિક પરિમાણો (જે ઇન્સ્ટોલેશન ફૂટપ્રિન્ટ અને જરૂરી હેડરૂમ નક્કી કરે છે), અને આંતરિક ગતિશીલ ભાગોના પરિમાણો (જે મિશ્રણ શ્રેણી અને એકરૂપતા નક્કી કરે છે). એકસાથે, આ ત્રણ પાસાઓ રિબન મિક્સરની એક વ્યાપક પરિમાણીય પ્રોફાઇલ બનાવે છે.
Ⅰ. વોલ્યુમ સ્પષ્ટીકરણો: નામાંકિત પરિમાણો વિરુદ્ધ વાસ્તવિક ક્ષમતા
રિબન મિક્સર માટેના મોડેલ હોદ્દાઓ સામાન્ય રીતે કુલ વોલ્યુમ પર આધારિત હોય છે, જે મિક્સિંગ ચેમ્બરના U-આકારના ટ્રફની અંદરની જગ્યાના ભૌમિતિક વોલ્યુમનો સંદર્ભ આપે છે, જે લિટર (L) અથવા ઘન મીટર (m³) માં માપવામાં આવે છે. સામાન્ય સ્પષ્ટીકરણો 50-લિટર પ્રયોગશાળા મોડેલોથી 30,000-લિટર ઔદ્યોગિક-સ્કેલ એકમો સુધીની હોય છે.
આને કાર્યકારી વોલ્યુમથી સ્પષ્ટ રીતે અલગ પાડવું મહત્વપૂર્ણ છે, જે વાસ્તવિક કામગીરી દરમિયાન સામગ્રી દ્વારા કબજે કરેલા વોલ્યુમનો સંદર્ભ આપે છે. રિબન મિક્સરના મિશ્રણ સિદ્ધાંત દ્વારા ટોચ પર મુક્ત જગ્યાની આવશ્યકતાને કારણે, કુલ વોલ્યુમના 40% થી 70% ની ભલામણ કરેલ ભરણ દરની સલાહ આપવામાં આવે છે, જેનું લાક્ષણિક ડિઝાઇન મૂલ્ય 60% છે. આનો અર્થ એ છે કે 3,000 લિટરના કુલ વોલ્યુમવાળા મશીનમાં લગભગ 1,800 લિટર સામગ્રીની વાસ્તવિક બેચ પ્રોસેસિંગ ક્ષમતા હોય છે.
આ અવરોધ સ્ક્રુ રિબન સ્ટ્રક્ચરની પરિમાણીય લાક્ષણિકતાઓમાંથી ઉદ્ભવે છે: જેમ જેમ આંતરિક અને બાહ્ય રિબન ફરે છે, તેમ તેમ તેમણે સામગ્રીને બંને છેડાથી કેન્દ્ર તરફ અથવા કેન્દ્રથી બંને છેડા તરફ ધકેલવી જોઈએ, જ્યારે એકસાથે રેડિયલ ટમ્બલિંગ બનાવવું જોઈએ. જો ભરણ દર ખૂબ ઊંચો હોય, તો ટોચ પરની સામગ્રી રિબનની અસરકારક શ્રેણીને ઓળંગી જશે અને સંવહન ગતિમાં ભાગ લઈ શકશે નહીં, જે મિશ્રણ એકરૂપતાને સીધી અસર કરશે.
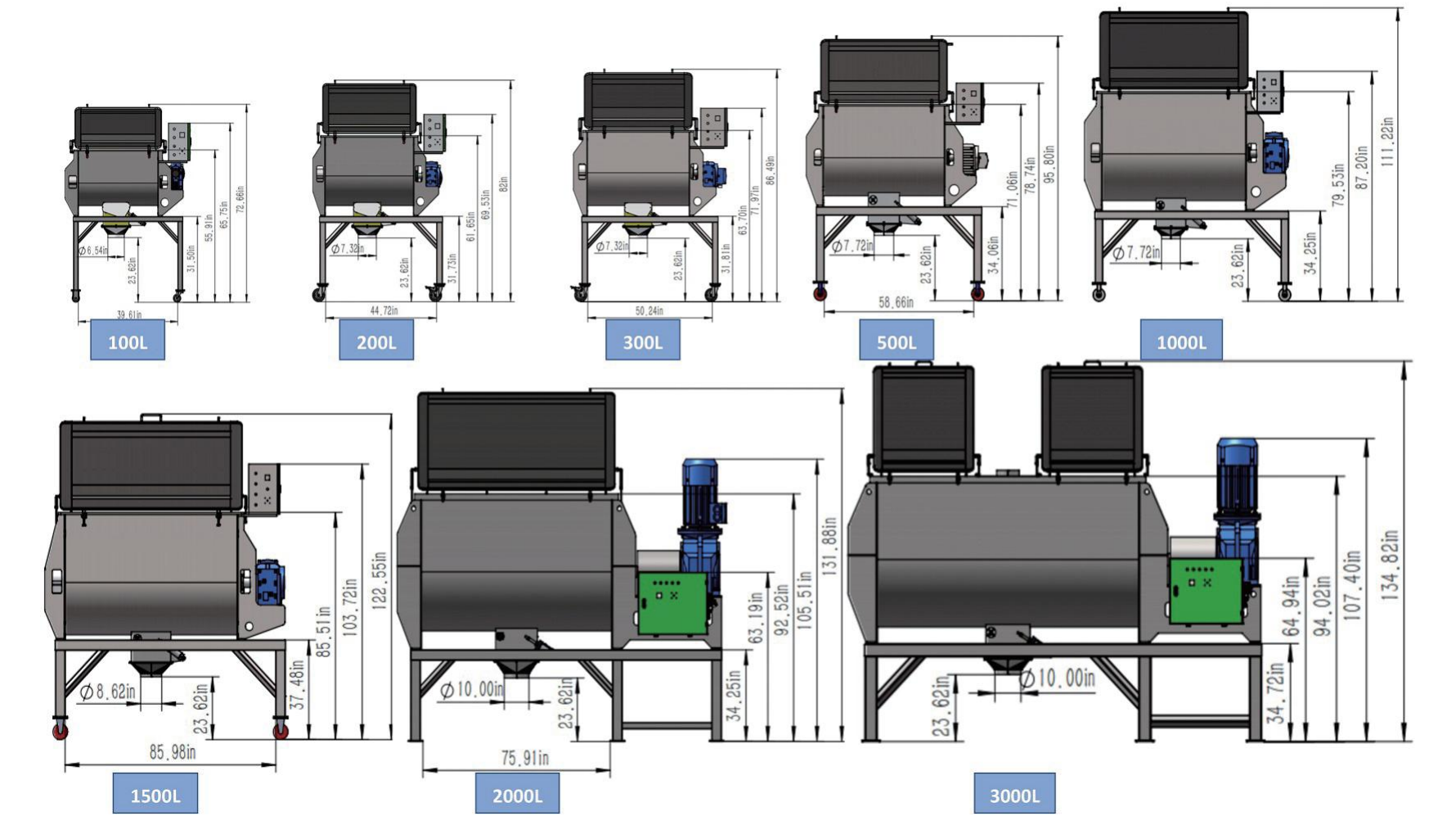
બીજા.બાહ્ય પરિમાણો: લંબાઈ, પહોળાઈ, ઊંચાઈ અને જગ્યાની મર્યાદાઓ
રિબન મિક્સરમાં આડી ડિઝાઇન હોય છે, અને તેના બાહ્ય પરિમાણો નીચેના ભૌમિતિક પરિમાણો દ્વારા નક્કી કરવામાં આવે છે:
લંબાઈ (L): મિશ્રણ વાસણની લંબાઈ અને અંતિમ પ્લેટો, બેરિંગ હાઉસિંગ અને ગિયર રીડ્યુસરના અક્ષીય સ્થાપન પરિમાણો દ્વારા નક્કી કરવામાં આવે છે.
પહોળાઈ (W): U-આકારના ટ્રફની બાહ્ય પહોળાઈ અને મોટર અને ગિયર રીડ્યુસરના બાજુના અંદાજો દ્વારા નક્કી કરવામાં આવે છે.
ઊંચાઈ (H): ટ્રફના તળિયેથી ઉપરના કવર સુધીના અંતર, વત્તા નીચેના ડિસ્ચાર્જ વાલ્વ અને ઉપરના ફીડ ઇનલેટની માળખાકીય ઊંચાઈ દ્વારા નક્કી કરવામાં આવે છે.
ત્રીજા.આંતરિક ગતિશીલ ભાગોના પરિમાણો: સ્ક્રુ બ્લેડ વ્યાસ અને પિચ
સ્ક્રુ બ્લેડના પરિમાણીય પરિમાણો પોતે જ મિશ્રણ ક્રિયાના અવકાશને સીધા નક્કી કરે છે:
સ્ક્રુ બ્લેડનો બાહ્ય વ્યાસ: સામગ્રીના રેડિયલ ટમ્બલિંગની હદ નક્કી કરે છે. બાહ્ય વ્યાસ જેટલો મોટો હશે, સામગ્રીનો સ્તર એક જ પરિભ્રમણ દ્વારા ખસેડવામાં આવે છે તેટલો જાડો હશે. સામાન્ય રીતે, સ્ક્રુ બ્લેડનો બાહ્ય વ્યાસ U-આકારના ટ્રફની આંતરિક પહોળાઈ કરતા થોડો નાનો હોય છે, બ્લેડ અને ટ્રફ બોડી વચ્ચેનો અંતર 3 થી 10 મીમી વચ્ચે જાળવવામાં આવે છે જેથી સામગ્રી જામ થતી અટકાવી શકાય.
પિચ: આંતરિક અને બાહ્ય સ્ક્રુ ફ્લાઇટ્સની પિચ દરેક પરિભ્રમણ સાથે સામગ્રીને કેટલું અક્ષીય અંતર આપવામાં આવે છે તે નક્કી કરે છે. લાક્ષણિક ડિઝાઇનમાં, પિચ અને સ્ક્રુ ફ્લાઇટ વ્યાસનો ગુણોત્તર 0.8–1.2 છે. નાની પિચ મજબૂત શીયર ફોર્સ ઉત્પન્ન કરે છે, જે તેને એગ્લોમરેશન માટે સંવેદનશીલ સામગ્રી માટે યોગ્ય બનાવે છે; મોટી પિચ અક્ષીય પરિવહન ગતિમાં વધારો કરે છે, જે તેને સારી પ્રવાહિતા ધરાવતી સામગ્રી માટે યોગ્ય બનાવે છે.
આંતરિક અને બાહ્ય સ્ક્રુ ફ્લાઇટ્સ સામાન્ય રીતે ડબલ-લેયર, કાઉન્ટર-રોટેટિંગ કન્ફિગરેશનનો ઉપયોગ કરે છે: બાહ્ય ફ્લાઇટ્સ સામગ્રીને એક છેડા તરફ ધકેલે છે, જ્યારે આંતરિક ફ્લાઇટ્સ વિરુદ્ધ દિશામાં ધકેલે છે, જેનાથી સમગ્ર ડ્રમમાં સંવહન મિશ્રણ પ્રાપ્ત થાય છે. ફ્લાઇટ્સના બે સેટ વચ્ચેનો પરિમાણીય તફાવત (આંતરિક ફ્લાઇટ વ્યાસ સામાન્ય રીતે બાહ્ય ફ્લાઇટ કરતા 0.4 થી 0.6 ગણો હોય છે) રેડિયલ સામગ્રીની ગતિ માટે પ્રેરક બળ પૂરું પાડે છે.

પોસ્ટ સમય: જૂન-03-2026