
વિડિઓ
સામાન્ય વર્ણન
TP-TGXG-200 ઓટોમેટિક બોટલ કેપિંગ મશીનનો ઉપયોગ બોટલ પર આપમેળે કેપ્સ સ્ક્રૂ કરવા માટે થાય છે. તે ખોરાક, ફાર્માસ્યુટિકલ્સ, રાસાયણિક ઉદ્યોગો વગેરેમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે. સામાન્ય બોટલ અને સ્ક્રુ કેપ્સના આકાર, સામગ્રી, કદ પર કોઈ મર્યાદા નથી. સતત કેપિંગ પ્રકાર TP-TGXG-200 ને વિવિધ પેકિંગ લાઇન ગતિને અનુકૂલિત બનાવે છે. આ મશીન ખરેખર બહુવિધ હેતુઓ ધરાવે છે, જે વ્યાપકપણે લાગુ પડે છે અને સરળતાથી સંચાલિત થાય છે. પરંપરાગત ઇન્ટરમિટન્ટ વર્કિંગ પ્રકાર સાથે સરખામણી કરતા, TP-TGXG-200 વધુ ઉચ્ચ-કાર્યક્ષમતા, કડક દબાવવાનું અને કેપ્સને ઓછું નુકસાન પહોંચાડે છે.
અરજી
ઓટોમેટિક કેપિંગ મશીનનો ઉપયોગ વિવિધ કદ, આકાર તેમજ સામગ્રીમાં સ્ક્રુ કેપ્સવાળી બોટલો પર થઈ શકે છે.
A. બોટલનું કદ
તે 20-120 મીમી વ્યાસ અને 60-180 મીમી ઊંચાઈ ધરાવતી બોટલો માટે યોગ્ય છે. પરંતુ તેને આ શ્રેણીની બહાર યોગ્ય બોટલના કદ પર પણ કસ્ટમાઇઝ કરી શકાય છે.

B. બોટલનો આકાર
ઓટોમેટિક કેપિંગ મશીન વિવિધ આકારો જેવા કે રાઉન્ડ સ્ક્વેર અથવા જટિલ આકાર પર લાગુ કરી શકાય છે.




C. બોટલ અને કેપ સામગ્રી
કાચ પ્લાસ્ટિક હોય કે ધાતુ, ઓટોમેટિક કેપિંગ મશીન તે બધાને સંભાળી શકે છે.


ડી. સ્ક્રુ કેપ પ્રકાર
સ્વચાલિત કેપિંગ મશીન તમામ પ્રકારના સ્ક્રુ કેપ, જેમ કે પંપ, સ્પ્રે, ડ્રોપ કેપ વગેરેને સ્ક્રૂ કરી શકે છે.



ઇ. ઉદ્યોગ
ઓટોમેટિક કેપિંગ મશીન તમામ પ્રકારના ઉદ્યોગોમાં જોડાઈ શકે છે, પછી ભલે તે પાવડર, પ્રવાહી, ગ્રાન્યુલ પેકિંગ લાઇન હોય, અથવા તે ખોરાક, દવા, રસાયણશાસ્ત્ર અથવા અન્ય કોઈપણ ઉદ્યોગ હોય. જ્યાં પણ સ્ક્રુ કેપ્સ હોય, ત્યાં કામ કરવા માટે ઓટોમેટિક કેપિંગ મશીન હોય છે.
બાંધકામ અને કાર્ય પ્રક્રિયા

તેમાં કેપિંગ મશીન અને કેપ ફીડરનો સમાવેશ થાય છે.
1. કેપ ફીડર
2. કેપ પ્લેસિંગ
3. બોટલ વિભાજક
4. કેપિંગ વ્હીલ્સ
૫. બોટલ ક્લેમ્પિંગ બેલ્ટ
૬. બોટલ કન્વેઇંગ બેલ્ટ
નીચે મુજબ કાર્ય પ્રક્રિયા છે
સુવિધાઓ
■ વિવિધ આકારો અને સામગ્રીની બોટલો અને કેપ્સમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે.
■ પીએલસી અને ટચ સ્ક્રીન નિયંત્રણ, ચલાવવા માટે સરળ.
■ સરળ કામગીરી અને સરળ ગોઠવણ, વધુ માનવ સંસાધન તેમજ સમય ખર્ચ બચાવે છે.
■ ઉચ્ચ અને એડજસ્ટેબલ ગતિ, જે તમામ પ્રકારની પેકિંગ લાઇન માટે યોગ્ય છે.
■ સ્થિર કામગીરી અને ઉચ્ચ સચોટતા.
■ એક બટનથી શરૂ થવાનું કાર્ય ઘણી સુવિધા લાવે છે.
■ વિગતવાર ડિઝાઇન મશીનને વધુ માનવીય અને બુદ્ધિશાળી બનાવે છે.
■ મશીનના દેખાવ પર સારો ગુણોત્તર, ઉચ્ચ સ્તરની ડિઝાઇન અને દેખાવ.
■ મશીન બોડી SUS 304 થી બનેલી છે, GMP સ્ટાન્ડર્ડને પૂર્ણ કરે છે.
■ બોટલ અને ઢાંકણાવાળા બધા સંપર્ક ભાગો ખોરાક માટે સલામતી સામગ્રીથી બનેલા છે.
■ વિવિધ બોટલના કદ દર્શાવવા માટે ડિજિટલ ડિસ્પ્લે સ્ક્રીન, જે બોટલ બદલવા માટે અનુકૂળ રહેશે (વિકલ્પ).
■ ભૂલથી ઢંકાયેલી બોટલોને દૂર કરવા માટે ઓપ્ટ્રોનિક સેન્સર (વિકલ્પ).
■ ઢાંકણામાં આપમેળે ફીડ કરવા માટે સ્ટેપ્ડ લિફ્ટિંગ ડિવાઇસ.
■ ઢાંકણનો પડતો ભાગ ભૂલના ઢાંકણાને દૂર કરી શકે છે (હવા ફૂંકવા અને વજન માપવા દ્વારા).
■ ઢાંકણા દબાવવા માટેનો પટ્ટો ઢાળેલો છે, તેથી તે ઢાંકણાને યોગ્ય જગ્યાએ ગોઠવી શકે છે અને પછી દબાવી શકે છે.
બુદ્ધિશાળી
કેપની બંને બાજુએ અલગ-અલગ કેન્દ્ર સંતુલનના સિદ્ધાંતનો ઉપયોગ કરો, ફક્ત સાચી દિશાની કેપ જ ઉપર ખસેડી શકાય છે. ખોટી દિશામાં હોય તેવી કેપ આપમેળે નીચે પડી જશે.
કન્વેયર ઉપર કેપ્સ લાવ્યા પછી, બ્લોઅર કેપ ટ્રેકમાં કેપ્સ ફૂંકે છે.

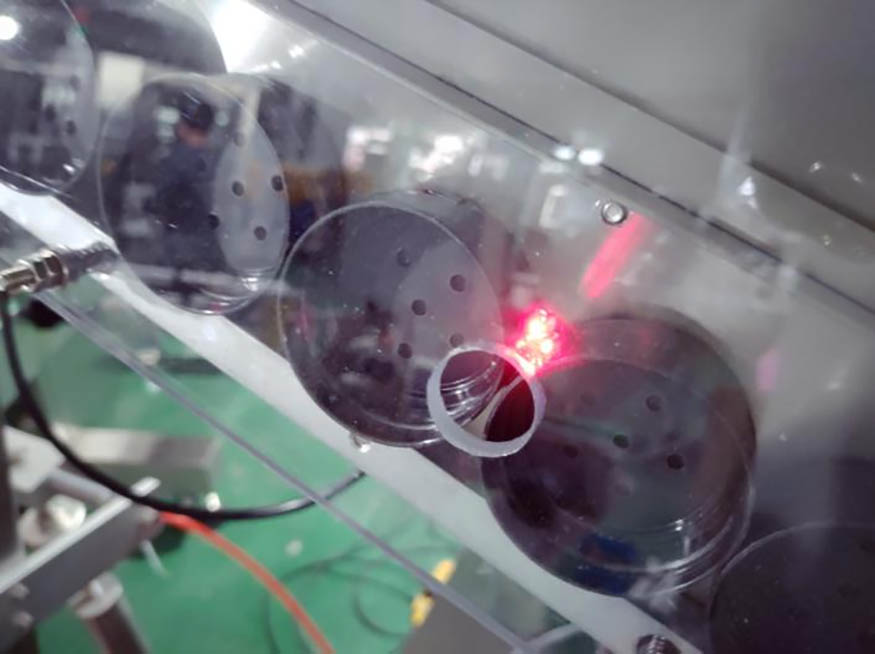
એરર લિડ્સ સેન્સર ઊંધી લિડ્સ સરળતાથી શોધી શકે છે. ઓટોમેટિક એરર કેપ્સ રીમુવર અને બોટલ સેન્સર, સારી કેપિંગ અસર સુધી પહોંચે છે.
બોટલ સેપરેટર બોટલની ગતિને તેના સ્થાન પર ગોઠવીને બોટલોને એકબીજાથી અલગ કરશે. ગોળ બોટલને સામાન્ય રીતે એક સેપરેટરની જરૂર પડે છે, અને ચોરસ બોટલને બે વિરુદ્ધ સેપરેટરની જરૂર પડે છે.


કેપનો અભાવ ડિટેક્ટિંગ ડિવાઇસ કેપ ફીડરને આપમેળે ચાલતું અને બંધ થતું નિયંત્રિત કરે છે. કેપ ટ્રેકની બે બાજુ બે સેન્સર છે, એક ટ્રેક કેપ્સથી ભરેલો છે કે નહીં તે તપાસવા માટે, અને બીજો ટ્રેક ખાલી છે કે નહીં તે તપાસવા માટે.
કાર્યક્ષમ
બોટલ કન્વેયર અને કેપ ફીડરની મહત્તમ ગતિ 100 બીપીએમ સુધી પહોંચી શકે છે, જે વિવિધ પેકિંગ લાઇનને અનુરૂપ મશીનને હાઇ સ્પીડ લાવે છે.
ત્રણ જોડી પૈડાં ઝડપથી કેપ્સને ફેરવે છે. દરેક જોડીનું એક ચોક્કસ કાર્ય હોય છે. પહેલી જોડી ઊંધી ફેરવીને કેપ્સને યોગ્ય સ્થિતિમાં મુકવા મુશ્કેલ બનાવી શકે છે. પરંતુ જ્યારે કેપ સામાન્ય હોય ત્યારે તેઓ બીજા જોડીના પૈડાં સાથે ઝડપથી યોગ્ય સ્થાન પર પહોંચવા માટે કેપ્સને નીચે ફેરવી શકે છે. ત્રીજી જોડી કેપને કડક કરવા માટે થોડી ગોઠવણ કરે છે, તેથી તેમની ગતિ બધા પૈડાંમાં સૌથી ધીમી હોય છે.

અનુકૂળ
અન્ય સપ્લાયર્સના હેન્ડ વ્હીલ એડજસ્ટમેન્ટની તુલનામાં, આખા કેપિંગ ડિવાઇસને વધારવા અથવા ઘટાડવા માટે એક બટન વધુ અનુકૂળ છે.
બોટલ કન્વેયર, બોટલ ક્લેમ્પ, કેપ ક્લાઇમ્બિંગ અને બોટલ સેપરેશનની ગતિને સમાયોજિત કરવા માટે ડાબેથી જમણે ચાર સ્વીચોનો ઉપયોગ કરવામાં આવે છે. ડાયલ ઓપરેટરને દરેક પ્રકારના પેકેજ માટે યોગ્ય ગતિ સરળતાથી પ્રાપ્ત કરવા માટે માર્ગદર્શન આપી શકે છે.


હાથના પૈડા બે બોટલ ક્લેમ્પ બેલ્ટ વચ્ચેનું અંતર સરળતાથી બદલી શકે છે. ક્લેમ્પિંગ બેલ્ટના બે છેડા પર બે પૈડા હોય છે. બોટલના કદ બદલતી વખતે ડાયલ ઓપરેટરને યોગ્ય સ્થિતિમાં સચોટ રીતે લઈ જાય છે.
કેપિંગ વ્હીલ્સ અને કેપ્સ વચ્ચેના અંતરને સમાયોજિત કરવા માટે સ્વિચ. અંતર જેટલું નજીક હશે, કેપ તેટલું કડક હશે. ડાયલ ઓપરેટરને સૌથી યોગ્ય અંતર શોધવામાં મદદ કરે છે.


સરળ સંચાલન
સરળ ઓપરેશન પ્રોગ્રામ સાથે પીએલસી અને ટચ સ્ક્રીન નિયંત્રણ, કાર્યને સરળ અને વધુ કાર્યક્ષમ બનાવે છે.


તાત્કાલિક સમયે મશીનને તાત્કાલિક બંધ કરવા માટે ઇમરજન્સી બટન, જે ઓપરેટરને સુરક્ષિત રાખે છે.
| TP-TGXG-200 બોટલ કેપિંગ મશીન | |||
| ક્ષમતા | ૫૦-૧૨૦ બોટલ/મિનિટ | પરિમાણ | ૨૧૦૦*૯૦૦*૧૮૦૦ મીમી |
| બોટલનો વ્યાસ | Φ22-120mm (જરૂરિયાત મુજબ કસ્ટમાઇઝ્ડ) | બોટલની ઊંચાઈ | 60-280 મીમી (જરૂરિયાત મુજબ કસ્ટમાઇઝ્ડ) |
| ઢાંકણનું કદ | Φ૧૫-૧૨૦ મીમી | ચોખ્ખું વજન | ૩૫૦ કિગ્રા |
| યોગ્ય દર | ≥૯૯% | શક્તિ | ૧૩૦૦ વોટ |
| મેટ્રિયલ | સ્ટેનલેસ સ્ટીલ 304 | વોલ્ટેજ | 220V/50-60Hz (અથવા કસ્ટમાઇઝ્ડ) |
| ના. | નામ | મૂળ | બ્રાન્ડ |
| 1 | ઇન્વર્ટર | તાઇવાન | ડેલ્ટા |
| 2 | ટચ સ્ક્રીન | ચીન | ટચવિન |
| 3 | ઓપ્ટ્રોનિક સેન્સર | કોરિયા | ઓટોનિક્સ |
| 4 | સીપીયુ | US | એટીએમઈએલ |
| 5 | ઇન્ટરફેસ ચિપ | US | મેક્સ |
| 6 | પ્રેસિંગ બેલ્ટ | શાંઘાઈ |
|
| 7 | શ્રેણી મોટર | તાઇવાન | ટેલિકે/જીપીજી |
| 8 | SS 304 ફ્રેમ | શાંઘાઈ | બાઓસ્ટીલ |
ઓટોમેટિક કેપિંગ મશીન પેકિંગ લાઇન બનાવવા માટે ફિલિંગ મશીન અને લેબલિંગ મશીન સાથે કામ કરી શકે છે.
A. બોટલ અનસ્ક્રેમ્બલર+ઓગર ફિલર+ઓટોમેટિક કેપિંગ મશીન+ફોઇલ સીલિંગ મશીન.
બી. બોટલ અનસ્ક્રેમ્બલર + ઓગર ફિલર + ઓટોમેટિક કેપિંગ મશીન + ફોઇલ સીલિંગ મશીન + લેબલિંગ મશીન


બોક્સમાં એક્સેસરીઝ
■ સૂચના માર્ગદર્શિકા
■ વિદ્યુત રેખાકૃતિ અને કનેક્ટિંગ રેખાકૃતિ
■ સલામતી કામગીરી માર્ગદર્શિકા
■ પહેરવાના ભાગોનો સમૂહ
■ જાળવણી સાધનો
■ રૂપરેખાંકન સૂચિ (મૂળ, મોડેલ, સ્પષ્ટીકરણો, કિંમત)



૧. કેપ એલિવેટર અને કેપ પ્લેસિંગ સિસ્ટમની સ્થાપના.
(૧) કેપ એરેન્જિંગ અને ડિટેક્શન સેન્સરનું ઇન્સ્ટોલેશન.
શિપિંગ પહેલાં કેપ એલિવેટર અને પ્લેસિંગ સિસ્ટમ અલગ કરવામાં આવે છે, કૃપા કરીને મશીન ચલાવતા પહેલા કેપિંગ મશીન પર કેપ એરેન્જિંગ અને પ્લેસિંગ સિસ્ટમ ઇન્સ્ટોલ કરો. કૃપા કરીને નીચેના ચિત્રોમાં બતાવ્યા પ્રમાણે સિસ્ટમને કનેક્ટ કરો:
કેપ નિરીક્ષણ સેન્સરનો અભાવ (મશીન સ્ટોપ)
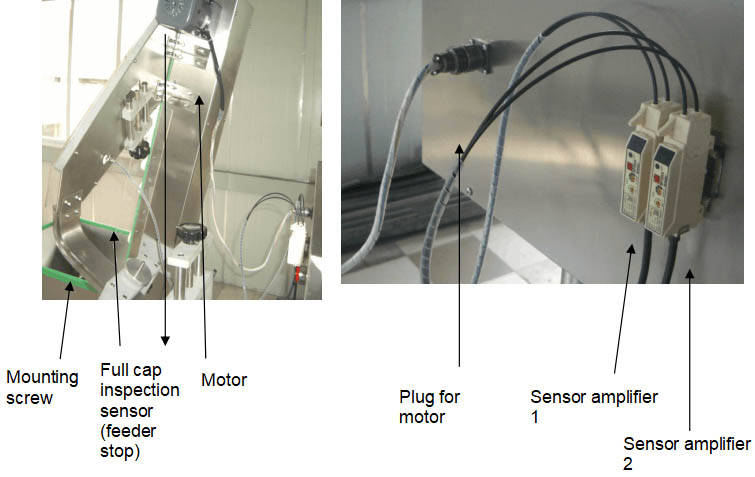
a. કેપ પ્લેસિંગ ટ્રેક અને રેમ્પને માઉન્ટિંગ સ્ક્રૂ વડે જોડો.
b. કંટ્રોલ પેનલ પર જમણી બાજુએ પ્લગ વડે મોટર વાયરને જોડો.
c. સેન્સર એમ્પ્લીફાયર 1 સાથે ફુલ કેપ ઇન્સ્પેક્શન સેન્સરને કનેક્ટ કરો.
d. સેન્સર એમ્પ્લીફાયર 2 સાથે લેક કેપ ઇન્સ્પેક્શન સેન્સરને કનેક્ટ કરો.
કેપ ક્લાઇમ્બિંગ ચેઇનનો એંગલ એડજસ્ટ કરો: કેપ ક્લાઇમ્બિંગ ચેઇનનો એંગલ શિપમેન્ટ પહેલાં તમારા દ્વારા પૂરા પાડવામાં આવેલા સેમ્પલ કેપ અનુસાર એડજસ્ટ કરવામાં આવ્યો છે. જો કેપના સ્પષ્ટીકરણો બદલવાની જરૂર હોય (ફક્ત કદ બદલો, કેપનો પ્રકાર બદલો), તો કૃપા કરીને એંગલ એડજસ્ટિંગ સ્ક્રૂ દ્વારા કેપ ક્લાઇમ્બિંગ ચેઇનનો એંગલ એડજસ્ટ કરો જ્યાં સુધી ચેઇન ફક્ત ઉપરની બાજુએ ચેઇન પર ઝુકાવતા કેપ્સને જ ઉપર લઈ જઈ શકે. નીચે મુજબ સંકેત:

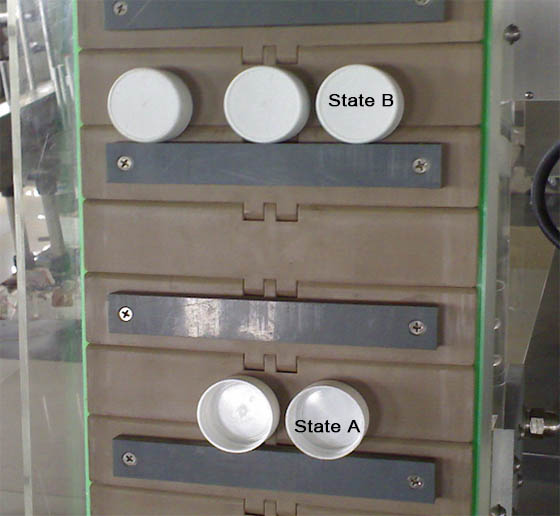
જ્યારે કેપ ક્લાઇમ્બિંગ ચેઇન કેપ્સને ઉપર લાવે છે ત્યારે સ્થિતિ A માં કેપ સાચી દિશા છે.
જો સાંકળ યોગ્ય ખૂણામાં હશે તો સ્થિતિ B માં કેપ આપમેળે ટાંકીમાં પડી જશે.
(2) કેપ ડ્રોપિંગ સિસ્ટમ (ચૂટ) ને સમાયોજિત કરો
આપેલા નમૂના અનુસાર ડ્રોપિંગ ચુટનો ખૂણો અને જગ્યા પહેલાથી જ સેટ કરવામાં આવી છે. સામાન્ય રીતે જો બોટલ અથવા કેપ માટે કોઈ અન્ય નવી સ્પષ્ટીકરણ ન હોય, તો સેટિંગને સમાયોજિત કરવાની જરૂર નથી. અને જો બોટલ અથવા કેપના 1 સ્પષ્ટીકરણ કરતાં વધુ સ્પષ્ટીકરણો હોય, તો ક્લાયન્ટે કોન્ટ્રેક્ટ પરની વસ્તુ અથવા તેના જોડાણની યાદી બનાવવાની જરૂર છે જેથી ખાતરી કરી શકાય કે કારખાના વધુ ફેરફારો માટે પૂરતી જગ્યા છોડી દે છે. ગોઠવણની પદ્ધતિ નીચે મુજબ છે:
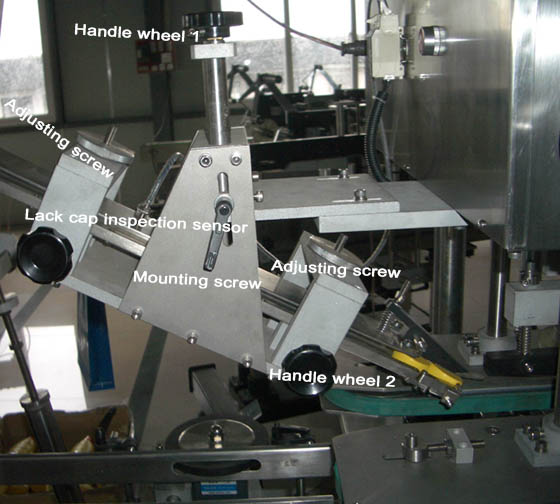
કેપ ડ્રોપિંગ સિસ્ટમની ઊંચાઈ ગોઠવો: હેન્ડલ વ્હીલ 1 ફેરવતા પહેલા કૃપા કરીને માઉન્ટિંગ સ્ક્રૂ ઢીલો કરો.
એડજસ્ટિંગ સ્ક્રુ ચુટની જગ્યાની ઊંચાઈને સમાયોજિત કરી શકે છે.
હેન્ડલ વ્હીલ 2 (બે બાજુઓ પર) ચુટની જગ્યાની પહોળાઈને સમાયોજિત કરી શકે છે.
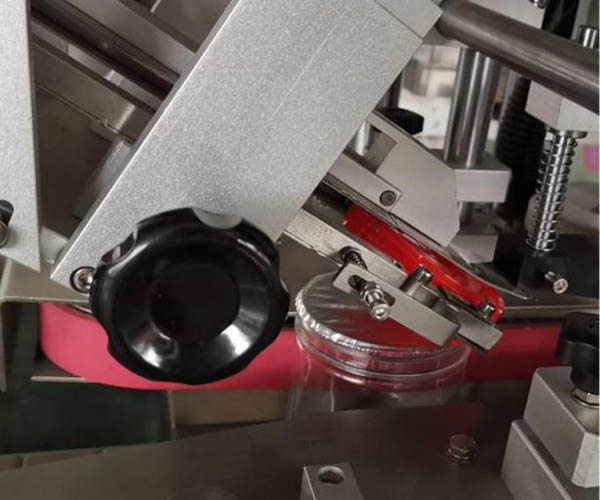
(૩) કેપ પ્રેસિંગ ભાગને સમાયોજિત કરવો
જ્યારે બોટલ કેપ પ્રેસિંગ ભાગના ક્ષેત્રમાં ફીડ કરતી હોય ત્યારે કેપ બોટલના મોંને આપમેળે ઢાંકી દેશે. બોટલ અને કેપ્સની ઊંચાઈને કારણે કેપ પ્રેસિંગ ભાગને પણ ગોઠવી શકાય છે. જો કેપ પર દબાણ યોગ્ય ન હોય તો તે કેપિંગ કામગીરીને અસર કરશે. જો કેપ પ્રેસ ભાગની સ્થિતિ ખૂબ ઊંચી હોય, તો પ્રેસિંગ કામગીરી પ્રભાવિત થશે. અને જો સ્થિતિ ખૂબ ઓછી હોય, તો કેપ અથવા બોટલને નુકસાન થશે. સામાન્ય રીતે શિપમેન્ટ પહેલાં કેપ પ્રેસિંગ ભાગની ઊંચાઈ ગોઠવવામાં આવી હોય છે. જો વપરાશકર્તાને ઊંચાઈ ગોઠવવાની જરૂર હોય, તો ગોઠવણની પદ્ધતિ નીચે મુજબ છે:

કેપ પ્રેસિંગ ભાગની ઊંચાઈ ગોઠવતા પહેલા કૃપા કરીને માઉન્ટિંગ સ્ક્રૂ ઢીલો કરો.
મશીનમાં સૌથી નાની બોટલ ફિટ કરવા માટે બીજો એક કેપ પ્રેસિંગ ભાગ છે, તેને બદલવાની રીત વિડિઓમાં બતાવવામાં આવી છે.
(૪) ઢાંકણને ચુટમાં ફૂંકવા માટે હવાના દબાણને સમાયોજિત કરવું.

2. સમગ્ર મુખ્ય ભાગોની ઊંચાઈ ગોઠવવી.
બોટલ ફિક્સ સ્ટ્રક્ચર, ગમ-ઇલાસ્ટીક સ્પિન વ્હીલ, કેપ પ્રેસિંગ પાર્ટ જેવા મુખ્ય ભાગોની ઊંચાઈ મશીન એલિવેટર દ્વારા સંપૂર્ણ રીતે ગોઠવી શકાય છે. મશીન એલિવેટરનું કંટ્રોલ બટન કંટ્રોલ પેનલની જમણી બાજુએ છે. મશીન એલિવેટર શરૂ કરતા પહેલા વપરાશકર્તાએ બે સપોર્ટ પિલર પર માઉન્ટિંગ સ્ક્રૂ ઢીલો કરવો જોઈએ.
ø નો અર્થ નીચે અને ø નો અર્થ ઉપર છે. સ્પિન વ્હીલ્સની સ્થિતિ કેપ્સ સાથે મેળ ખાય છે તેની ખાતરી કરવા માટે. કૃપા કરીને લિફ્ટ પાવર બંધ કરો અને ગોઠવણ પછી માઉન્ટિંગ સ્ક્રૂ બાંધો.
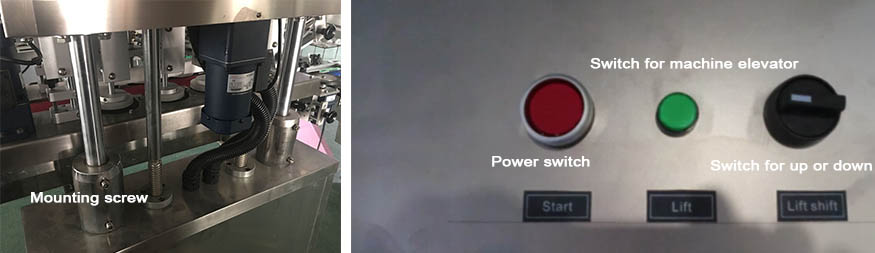
ટિપ્પણી: કૃપા કરીને યોગ્ય સ્થિતિ ન મળે ત્યાં સુધી લિફ્ટ સ્વીચ (લીલો) હંમેશા દબાવો. લિફ્ટની ગતિ ખૂબ જ ધીમી છે, કૃપા કરીને ધીરજપૂર્વક રાહ જુઓ.
૩. ગમ-ઇલાસ્ટીક સ્પિન વ્હીલ (સ્પિન વ્હીલની ત્રણ જોડી) ને સમાયોજિત કરો.
સ્પિન વ્હીલની ઊંચાઈ મશીન એલિવેટર દ્વારા ગોઠવવામાં આવે છે.
સ્પિન વ્હીલની જોડીની પહોળાઈ કેપના વ્યાસ અનુસાર ગોઠવવામાં આવે છે.
સામાન્ય રીતે વ્હીલની જોડી વચ્ચેનું અંતર કેપના વ્યાસ કરતા 2-3 મીમી ઓછું હોય છે. ઓપરેટર હેન્ડલ વ્હીલ B દ્વારા સ્પિન વ્હીલની પહોળાઈને સમાયોજિત કરી શકે છે. (દરેક હેન્ડલ વ્હીલ સંબંધિત સ્પિન વ્હીલને સમાયોજિત કરી શકે છે).
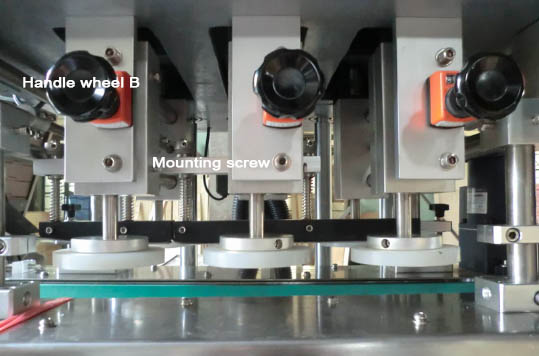
હેન્ડલ વ્હીલ B ને ગોઠવતા પહેલા કૃપા કરીને માઉન્ટિંગ સ્ક્રૂ ઢીલો કરો.
૪. બોટલ ફિક્સ સ્ટ્રક્ચરને સમાયોજિત કરવું.
ફિક્સ સ્ટ્રક્ચર અને લિંક એક્સિસની સ્થિતિને સમાયોજિત કરીને બોટલની ફિક્સ પોઝિશન ગોઠવી શકાય છે. જો ફિક્સ પોઝિશન બોટલ પર ખૂબ નીચી હોય, તો ફીડિંગ અથવા કેપિંગ દરમિયાન બોટલ સરળતાથી નીચે મૂકી શકાય છે. તેનાથી વિપરીત જો ફિક્સ પોઝિશન બોટલ પર ખૂબ ઊંચી હોય, તો તે સ્પિન વ્હીલ્સના યોગ્ય કાર્યમાં ખલેલ પહોંચાડશે. ખાતરી કરો કે કન્વેયર અને બોટલ ફિક્સ સ્ટ્રક્ચરની મધ્યરેખા ગોઠવણ પછી સમાન રેખા પર હોય.

બોટલ ફિક્સ બેલ્ટ વચ્ચેનું અંતર સમાયોજિત કરવા માટે હેન્ડલ વ્હીલ A ને ફેરવીને (હેન્ડલને 2 હાથ એકસાથે ફેરવવા માટે). જેથી સ્ટ્રક્ચર દબાવવાની પ્રક્રિયા દરમિયાન બોટલને સારી રીતે ઠીક કરી શકે.
બોટલ ફિક્સ બેલ્ટની ઊંચાઈ સામાન્ય રીતે મશીન એલિવેટર દ્વારા ગોઠવવામાં આવે છે.
(સાવધાન: ૪ લિંક શાફ્ટ પર માઉન્ટિંગ સ્ક્રૂ છૂટો કર્યા પછી ઓપરેટર માઇક્રો-સ્કોપમાં બોટલ ફિક્સ બેલ્ટની ઊંચાઈ ગોઠવી શકે છે.)
જો ઓપરેટરને ફિક્સ બેલ્ટને મોટી રેન્જમાં ખસેડવાની જરૂર હોય, તો કૃપા કરીને સ્ક્રુ 1 અને સ્ક્રુ 2 ને એકસાથે ઢીલા કર્યા પછી બેલ્ટની સ્થિતિ ગોઠવો, અને જો ઓપરેટરને નાની રેન્જમાં બેલ્ટની ઊંચાઈ ગોઠવવાની જરૂર હોય, તો કૃપા કરીને ફક્ત સ્ક્રુ 1 ને ઢીલો કરો, અને એડજસ્ટમેન્ટ નોબ ફેરવો.

5. બોટલની જગ્યા ગોઠવવી, વ્હીલ અને રેલિંગ ગોઠવવી.
બોટલના સ્પષ્ટીકરણને બદલતી વખતે ઓપરેટરે બોટલ સ્પેસ એડજસ્ટિંગ વ્હીલ અને રેલિંગની સ્થિતિ બદલવી જોઈએ. સ્પેસ એડજસ્ટિંગ વ્હીલ અને રેલિંગ વચ્ચેની જગ્યા બોટલના વ્યાસ કરતા 2-3 મીમી ઓછી હોવી જોઈએ. કૃપા કરીને ખાતરી કરો કે કન્વેયર અને બોટલ ફિક્સ સ્ટ્રક્ચરની મધ્યરેખા ગોઠવણ પછી સમાન રેખા પર હોય.
ઢીલું એડજસ્ટિંગ સ્ક્રૂ બોટલ સ્પેસ એડજસ્ટિંગ વ્હીલની સ્થિતિને સમાયોજિત કરી શકે છે.
લૂઝ એડજસ્ટિંગ હેન્ડલ કન્વેયરની બંને બાજુ રેલિંગની પહોળાઈને સમાયોજિત કરી શકે છે.


